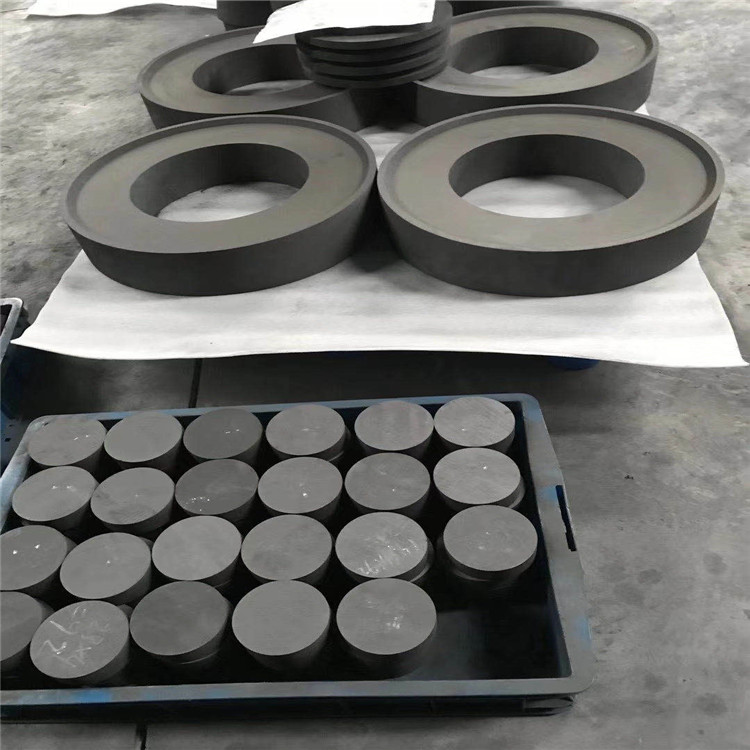
颜色黑色
规格2040*410*410
是否定制是
包装木箱
密度标准
电阻标准
抗折强度标准
抗压强度标准
热导率标准
颗粒度标准
台州市鸿奈德碳素制品有限公司供应的石墨块涵盖振动成型,模压成型以及等静压成型。其中振动成型0.8mm石墨块/石墨方/石墨圆块/进口石墨是我们的主要优势产品,厂家直供,量大且质量有保证,这也是我们的产品得以出口海外的重要**。
石墨产品因其优良稳定的特性,被广泛的应用于电子,冶金,化工,钢铁等各个领域。
石墨材料价格只需要同等体积的铜电极的15%。目前石墨已成为EDM应用的热门材料,相较之下石墨材料的成本更低,更稳定。
切削加工更为容易
石墨具有优异的机械加工性能。机械加工速度的石墨电极比铜电极多2-3倍。同时,石墨加工完不需要担心毛刺问题。
热膨胀系数低
铜的熔点是1080℃,而石墨是3650℃石墨的 CTE只有铜1/30。它是即使在**高温的情况下性能也非常稳定。即便在铂电极的加工中,石墨电极也有明显的优势。
重量轻,密度低

石墨电极的优点
1:模具几何形状的日益复杂化以及产品应用的多元化导致对火花机的放电度要求越来越高。石墨电极的优点是加工较容易,放电加工去除率高,石墨损耗小,因此,部分火花机客户放弃了铜电极而改用石墨电极。另外,有些形状的电极无法用铜制造,但石墨则较容易成型,而且铜电极较重,不适合加工大电极,这些因素都造成部分火花机客户应用石墨电极。
2:石墨电极较容易加工,且加工速度明显快于铜电极。比如采用铣削工艺加工石墨,其加工速度较其它金属加工快2~3倍且不需要额外的人工处理,而铜电极则需要人手挫磨。同样,如果采用高速石墨加工中心制造电极,速度会更快,效率也更高,还不会产生粉尘问题。在这些加工过程中,选择硬度合适的工具和石墨可减少的磨损耗和铜公的破损。如果具体比较石墨电极与铜电极石墨电极的铣削时间,石墨较铜电极快67%,在一般情况下的放电加工中,采用石墨电极的加工要比采用铜电极快58%。这样一来,加工时间大幅减少,同时也减少了制造成本。

EDM是英文单词Electrical Discharge Machining的缩写,即电火花加工,EDM石黑行业即模具行业利用石墨的导电性做成电火花模具进行放电加工用的石墨原材料。
EDM石墨(电火花加工)主要用于加工各种形状复杂和精密细小的工件,例如冲裁模的凸模、凹模、凸凹模、固定板、卸料板等,成形、样板、电火花成型加工用的金属电极,各种微细孔槽、窄缝、任意曲线等,具有加工余量小、加工精度高、生产周期短、制造成本低等**优点,已在生产中获得广泛的应用,目前国内外的电火花线切割机床已占电加工机床总数的60%以上。
电火花加工是利用电极与工件之间的火花通电时,所产生的瞬时间的高温,去层层蚀除工件表面上材料的原理。电火花加工适用于高硬度导电工件的加工。数控电火花成型机床便是电火花加工的范例。
良好的切削加工
与金属材料相比,石墨的体积设计为低。它具有优异的机械加工性能。
的粘接效果
碎石墨可通过粘合剂被粘合,这节省了时间和材料成本。
的电阻率
电阻率(ER)确定到的电流的流动的材料的电阻。较低的电阻率,这意味着更好的导电性。
由于石墨的热膨胀系数小,而且能耐急冷急热的变化,可作为玻璃器的铸模,使用石墨后黑色金属得到铸件尺寸,表面光洁成品率高,不经加工或稍作加工就可使用,因而节省了大量金属。生产硬质合金等粉末冶金工艺,通常用石墨材料制成压模和烧结用的石墨舟等石墨制品。
冶金行业用耐火材料(石墨原材料加工成石墨制品):石墨原材料材料具有蚀损速率较小,热震稳定性、耐侵蚀性、热态强度等高温性能优良的特点,满足大中型冶金行业工艺的需求,同时石墨材料具有更胜于其它材料的优点.
http://hndshimo.cn.b2b168.com





















